北理工在含能材料光固化3D打印基礎(chǔ)研究領(lǐng)域取得重要進(jìn)展
發(fā)布日期:2022-03-08 供稿:材料學(xué)院 郭濤、夏敏
編輯:牟雪嬌 審核:金海波 閱讀次數(shù):
近日,北京理工大學(xué)材料學(xué)院夏敏教授、羅運(yùn)軍教授課題組在含能材料相關(guān)光固化3D打印工藝控制研究領(lǐng)域取得重要進(jìn)展,研究成果以“Model of UV-curing thickness for new thiol-ene resin for additive manufacturing of energetic materials”為題,發(fā)表在增材制造領(lǐng)域國際頂級期刊《Additive manufacturing》(IF="""11.0)上(DOI:10.1016/j.addma.2022.102716)。論文第一作者為北京理工大學(xué)材料學(xué)院碩士研究生郭濤,夏敏教授、羅運(yùn)軍教授等為共同通訊作者。
將光固化樹脂與含能固體組分相結(jié)合,通過樹脂的快速光固化定型,是實(shí)現(xiàn)含能材料增材制造的有效技術(shù)途徑。數(shù)字光處理(DLP)是一種高精度、高效率的增材制造方式,它通過將光固化樹脂逐層曝光固化實(shí)現(xiàn)成型在完成一層,每完成一層打印后,成型臺升起高度H ,來自數(shù)字光源的持續(xù)一段時(shí)間的紫外光照射在位于樹脂料盒底部和樣品之間的樹脂上,它從料盒底部開始固化,厚度逐漸增加直到達(dá)到H 。此過程中,打印成功與否的關(guān)鍵在于成型臺升起高度H與曝光時(shí)間的匹配度。只有在設(shè)定的曝光時(shí)間內(nèi),樹脂的固化層厚度zp大于或等于H,打印才能完成,否則便會出現(xiàn)脫層的現(xiàn)象。而樹脂在面光源的照射下,固化厚度是隨時(shí)間呈非線性增長的,這一增長過程受到曝光條件以及樹脂組成的影響,找到一種可以描述這種過程并預(yù)測固化厚度的方法對于DLP工藝的精細(xì)調(diào)控具有重要意義。
基于這一需求,課題組人員設(shè)計(jì)建立了固化厚度的分析模型,然后對傳統(tǒng)含能材料粘合劑進(jìn)行端基改性制備光固化粘合劑,并分析該粘合劑固化厚度與曝光時(shí)間之間的關(guān)系,最后與所推導(dǎo)的公式相印證并計(jì)算各參數(shù)值,得到可預(yù)測光固化樹脂固化厚度的數(shù)學(xué)模型,為含能材料3D打印的工藝調(diào)控奠定基礎(chǔ)。
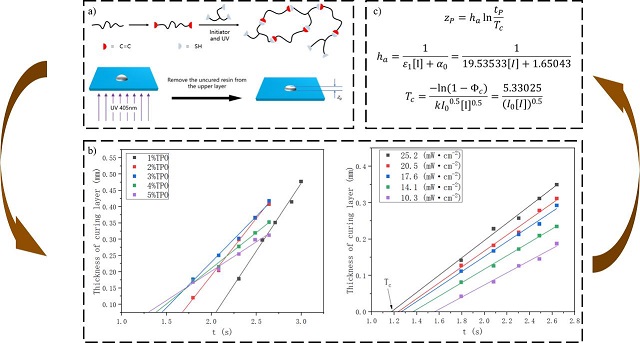
圖1 樹脂的固化原理及厚度測試方法(a);固化厚度-曝光時(shí)間關(guān)系分析(b);模型結(jié)論(c)
結(jié)果表明:光固化樹脂在3D打印成型過程中,其固化厚度的時(shí)間變化規(guī)律取決于兩個(gè)關(guān)鍵參數(shù):一是特征穿透深度ha,二是特征固化時(shí)間Tc,在聚合反應(yīng)初期,引發(fā)劑與反應(yīng)基團(tuán)的濃度可被視為常數(shù),Tc與1/I00.5和1/[1]0.5呈線性關(guān)系,實(shí)驗(yàn)結(jié)果如圖2a、b、c所示,這與模型所預(yù)測的一致。
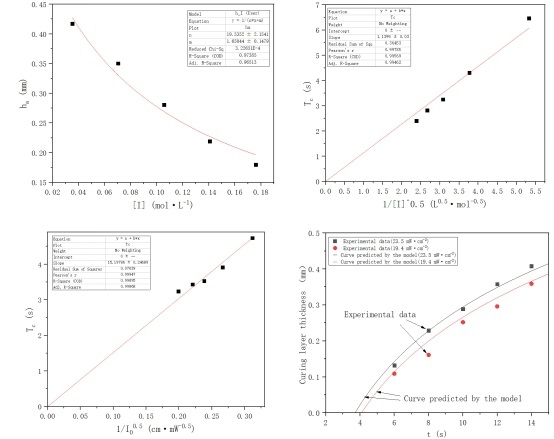
圖2 特征穿透深度ha與引發(fā)劑濃度[1]的關(guān)系(a);特征固化時(shí)間與1/[1]0.5(b)以及1/I00.5(c);模型與實(shí)驗(yàn)所得固化厚度的對比(d)
理論模型與實(shí)驗(yàn)研究結(jié)果表明,光固化樹脂的固化厚度與曝光時(shí)間之間的關(guān)系主要受到引發(fā)劑濃度和光強(qiáng)影響,特征穿透深度的倒數(shù)與引發(fā)劑濃度呈線性關(guān)系,特征固化時(shí)間與引發(fā)劑濃度和光強(qiáng)乘積平方根的倒數(shù)呈正比例關(guān)系;此外,高引發(fā)劑濃度會增加樹脂的吸光系數(shù),在高層厚打印時(shí)會顯著增加固化時(shí)間;而過低的引發(fā)劑濃度則會使得樹脂內(nèi)光強(qiáng)分布梯度過于平緩,難以通過控制曝光時(shí)間來控制固化厚度。對于硫醇-烯基光固化樹脂體系,選取2wt%~3wt%的TPO濃度即可。
論文鏈接:https://doi.org/10.1016/j.addma.2022.102716
分享到: